技術コラム
シャフト加工の精度向上とコストダウンのポイント

産業機械や自動車、半導体製造装置など、あらゆる機械の動力伝達に欠かせないシャフトには、高い寸法精度、同軸度などが求められます。特に長尺や細径のシャフトは加工難易度が高く、適切な加工法の選定と高度な技術的ノウハウが必要です。
当記事では、シャフト加工に用いられる代表的な加工方法と、高精度なシャフトを製作するために押さえておくべき重要なポイントについて詳しく解説します。
シャフト加工に用いられる主な加工方法
シャフトは単純な丸棒に見えても、その機能を実現するために複数の工程を経て製作されます。形状や要求精度、材質に応じて、主に以下の3つの加工方法が組み合わせられます。
1. 旋盤加工
シャフト加工において最も基本となり、工程の中心を担うのが旋盤加工です。円筒状のワークを高速で回転させ、固定されたバイトを当てることで、外径や内径を削り出します。NC旋盤やCNC自動盤を用いることで、プログラム制御による高精度な加工が可能となり、ストレートシャフトから複雑な形状まで幅広く対応できます。
>>旋盤加工の詳細はこちら
2. フライス加工
フライス加工では、動力を伝えるキー材をはめ込むためのキー溝加工や、回り止めや、スパナ掛けのために円筒の一部を平らに削るDカット・二面幅加工、さらには軸に対して垂直や斜め方向に穴をあける横穴加工などを行います。
>>旋盤・旋削加工とフライス加工の違いはこちら
3. 研削加工
旋盤加工よりもさらに高い寸法精度や、鏡面のような表面粗さが求められる場合には、仕上げ工程として研削加工が行われます。特に円筒研削は、シャフトの外径を極めて真円に近い状態に仕上げられるため、ベアリングのはめあい公差が必要な箇所や、オイルシールが摺動する面に欠かせない加工です。また、強度確保のために焼入れを行って硬度が高くなったシャフトは通常の刃物では削れませんが、研削加工を用いることで寸法を整えることができます。
シャフト加工の精度を上げるためのポイント
シャフト、特に「長くて細い」形状の加工では、ワークのたわみや振動が発生しやすく、精度維持が大きな課題となります。高品質なシャフトを安定して製作するためには、以下の技術的ポイントを抑える必要があります。
1. ワークの固定によるびびりの抑制
シャフト加工における最大の問題の一つが「びびり」です。細長いワークは剛性が低いため、切削抵抗によってたわみや振動が生じやすく、その結果、加工面にうろこ状の模様が残ったり寸法が安定しなくなったりします。これを防ぐにはワークを強固に支持する工夫が不可欠です。具体的には、心押し台(テールストック)で端面を支えてたわみを抑制、振れ止め(ステディレスト)で中間地点を支持して長尺物特有の中央部のたわみを防ぎます。 さらに、突き出し量の短い工具や防振機能付きのツールホルダを選定し、切削点での剛性を確保することも重要です。
2. 切りくずの巻き付き防止
旋盤加工において、特にステンレスや低炭素鋼のような粘り気のある材料を扱う際、長く伸びた切りくずがワークや工具に巻き付きます。巻き付きは、加工面を傷つけるだけでなく、自動運転の停止や刃物の破損につながります。これらを防ぐためには、チップブレーカを持つインサートチップを選んで排出をスムーズにすることや、送り速度や切り込み量などの切削条件を調整し、切りくずが適切に分断される最適な条件を見つけ出すことが重要です。
3. 熱変位と残留応力対策
特に精密シャフトの場合、加工直後は寸法通りであっても、常温に戻ると収縮して公差外になることがあります。これを防ぐためには、研削などの仕上げ工程では切削油による冷却管理を徹底し、ワーク温度を一定に保つことが重要です。また、荒加工によって材料内部の残留応力が解放されるとシャフトが曲がることがあるため、残留応力を取り除いてから最終仕上げを行うことが、高い真円度や真直度につながります。
4. 複合加工による同軸度の確保
複数の工程を別々の機械に分けて行うと、段取り替えのタイミングで芯ズレや同軸度の低下が生じやすいです。しかし、複合加工や5軸加工を用いれば、ワンチャッキングで全ての加工を完了させることができます。掴み直す必要がないため、位相ズレや芯ズレを抑え、高い幾何公差精度を実現できます。
>>旋盤・旋削加工品の品質向上を実現する簡易的な設計ポイントはこちら
シャフトのコストダウン事例のご紹介
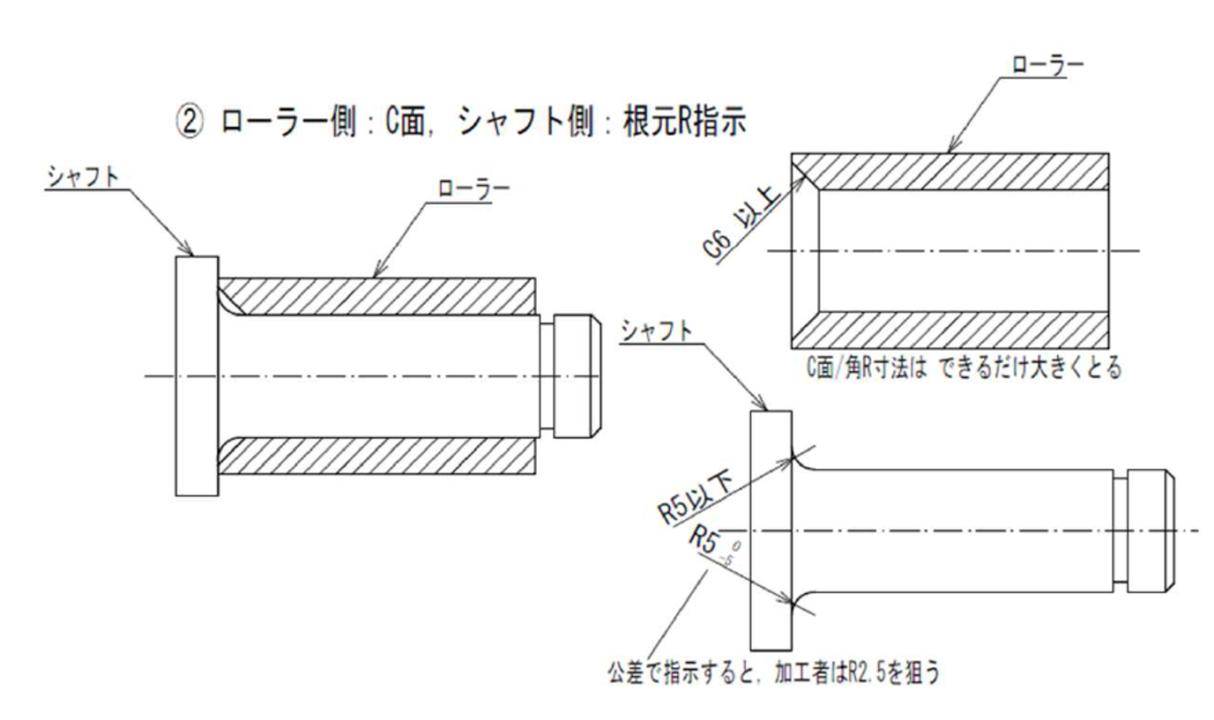
2段シャフトを2部品へ分割することで、加工・材料コストの削減
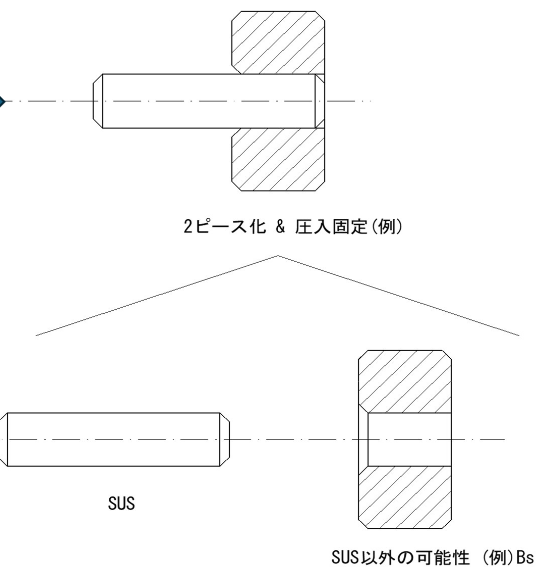
当事例では、従来、下記のような形状の2段シャフト(材質:ステンレス)を一体で削り出ししていました。しかしながら、お客様より「なんとか量産コストが安くならないか…」とご相談をいただきました。そこで弊社より、この2段シャフトを2部品化し、圧入固定することをご提案しました。
>>こちらのコスト削減事例の詳細をみる
シャフトの分割・圧入による、加工・材料コストの削減
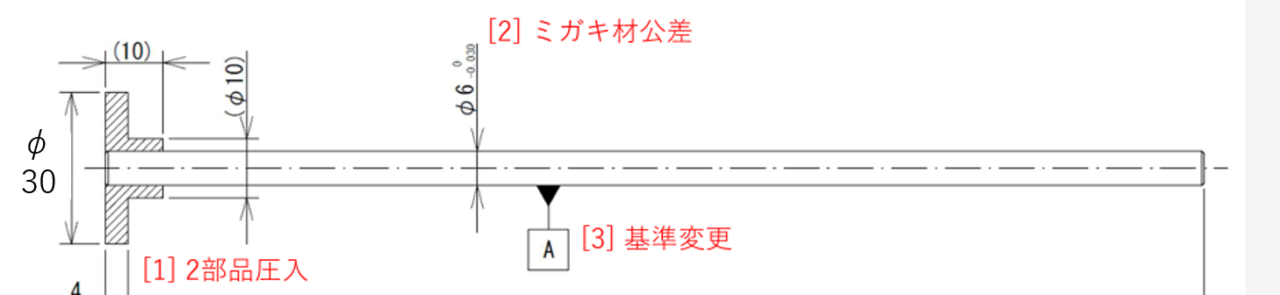
お客様より「できれば量産コストが安くしたい…」とご相談をいただきましたので、弊社にてこのシャフトを2部品化し、圧入固定することをご提案しました。
>>こちらのコスト削減事例の詳細をみる
シャフト旋盤・旋削加工事例のご紹介
事例①:紡績機械用スピンドル

こちらは、紡績機械用のスピンドル部品です。サイズは外径φ20×300mmとなります。当製品は旋盤・旋削加工にて外径を削り出した後、研削加工を行うことで、精度をクリアしています。
>>事例詳細はこちら
事例②:紡績機械用ニードルスピンドル
こちらは、紡績機械用のニードルスピンドルです。材料を切断して、ガンドリル加工を行った後、旋盤・旋削加工・高周波焼き入れ・研磨加工・メッキ加工といった手順で製作しています。一部の寸法精度±0.005を求められていたため、旋盤加工後に研磨加工まで実施することで、対応しています。
>>事例詳細はこちら
シャフトの旋盤・旋削加工のことなら、旋盤加工コストダウンセンター.comにお任せください!
いかがでしたでしょうか。旋盤・旋削加工コストダウンセンター.comを運営する矢田製作所では、シャフトの旋盤加工を非常に得意としています。さらに、単に旋盤加工を行うのみならず、加工図面に対するVA/VEコストダウン提案も可能であり、シャフト量産のコストダウンを実現します。
シャフトの旋盤加工の委託先にお困りの皆様、まずは一度当社にご相談ください。