技術コラム
シャフトとローラーにおける回転勘合部の最適化
旋盤・旋削加工品の品質向上を実現するためには、設計段階での工夫が非常に重要です。当記事では、そんな旋盤・旋削加工品の品質向上を実現する簡易的な設計ポイントをご紹介します。
シャフトとローラーにおける回転嵌合部:シャフトの最適化
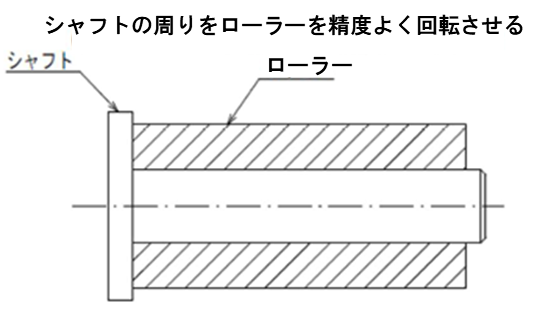
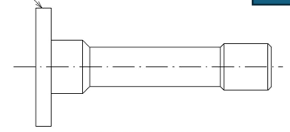
例えば、下記のようなシャフトとローラーを組み付け、回転させる機構がある場合、シャフトの周りをローラーを精度よく回転させることが求められます。
しかしながら、単に図面で寸法公差のみを指示していると、シャフトへ誤差が発生する恐れがあります。特に下記例の場合ですと、ローラー中央部で支持される形となり、回転レベルが悪くなるなど想定しないトラブルにもつながります。
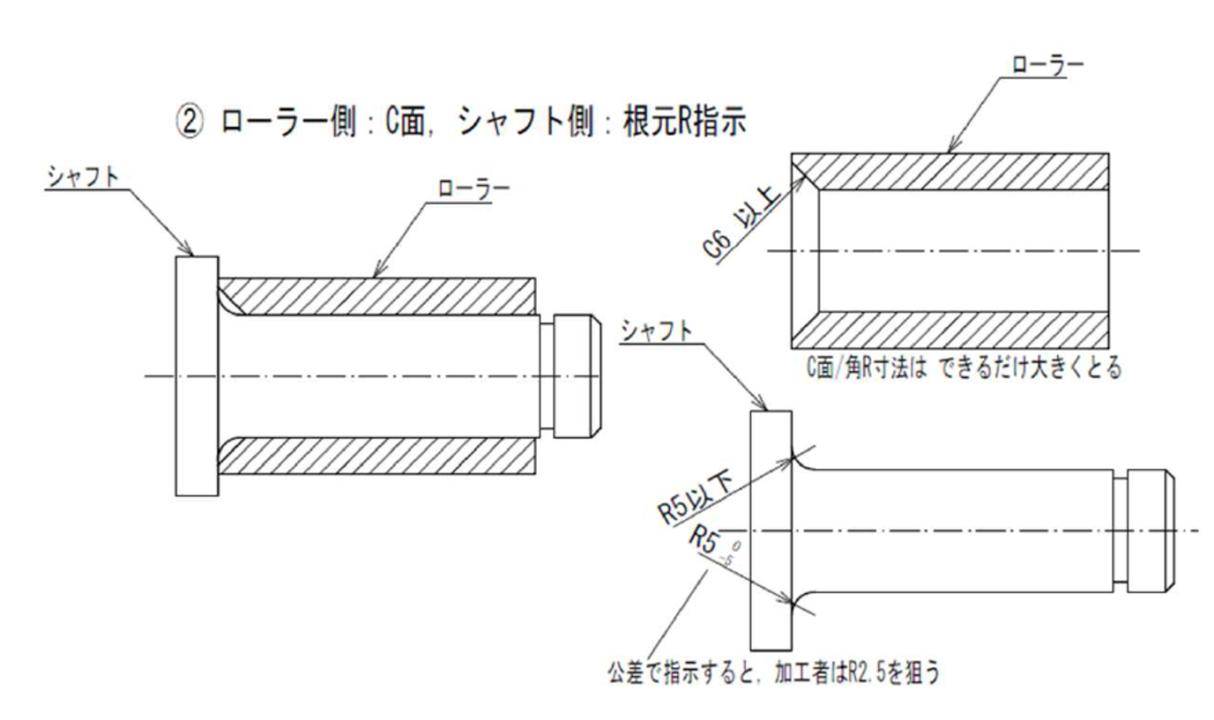
このような場合には、意図的にシャフトの中央部を小径にすることで、軸受け部(両端)を明確にします。明確にすることで、シャフトの回転レベルを向上させることができる上、厳しい公差を設けているわけではないので、加工・測定も容易になります。
シャフトとローラーにおける回転嵌合部:ローラーの最適化
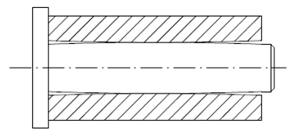
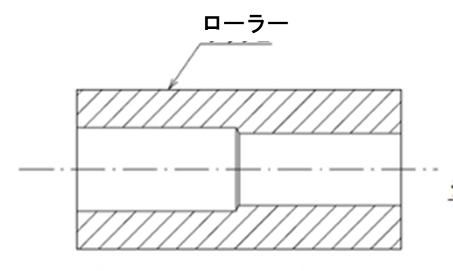
ローラーの加工において、1方向からの穴加工を行うと、偏心する恐れがあります。ローラーに偏心が発生していると、いくらシャフトを高精度に加工していても、組み付け後の回転精度が悪化します。
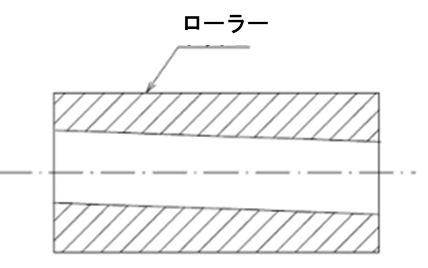
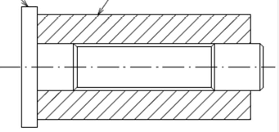
このようなケースでは、穴径に径差を設け、両サイドからの加工を可能とするように設計変更する方法もあります。(もちろん、シャフト側も径差を設ける必要があります。)両サイドからの加工、及びシャフト外径対応ができれば、偏心は限りなく小さく抑えることが可能となります。
旋盤・旋削加工のことなら、旋盤加工コストダウンセンター.comにお任せください!
いかがでしたでしょうか。旋盤・旋削加工コストダウンセンター.comを運営する矢田製作所では、単に旋盤加工を行うのみならず、加工図面に対するVA/VEコストダウン提案も可能であり、量産品のコストダウンを実現します。旋盤加工の委託先にお困りの皆様、まずは一度当社にご相談ください。